手 机:15076472466
电 话:0317-4120435
邮 箱:421095074@qq.com
网 址:www.hebeiyehui.com
地 址:河北省沧州市青县耿官屯工业园区

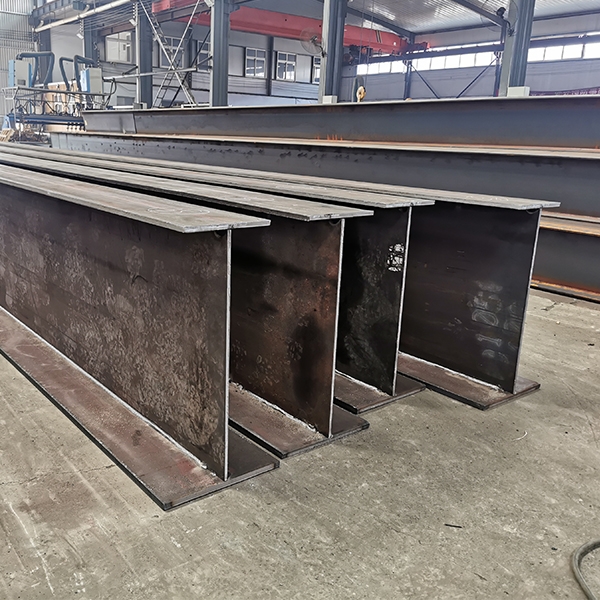
钢结构构件生产技术:
放样→工号→下料→矫直→边、边、边、边、圆、圆、弯、孔、结构组合→焊接→摩擦面处理→涂装。
(1)放祥:包括检查图样的安装尺寸和孔距,以1:1的试样放线,检查各部件的尺寸,以作材料、弯曲、铣、刨、刨等加工依据。
数量:包括材料的检验和检验,以及切割、铣削、刨削、制孔等材料上的加工位置。打洞,标记零件号等。
(3)切割材料:包括高温热源,如氧切割(气切割)、等离子切割的方法以及机械切割、冲模、锯切等机械力的方法。
(4)直线矫正:包括机械式矫正机和火焰矫正。
边角的处理方法:包括铲刀、刨边、铣边、碳弧气刨、半自动切边机。
(6)滚圆:可以选择对称三轴滚圆机、非对称三轴滚圆机、四轴滚圆机。
(7)弯管:根据不同的材料,可选用型钢滚筒、弯头、弯头等机械加工。进行热加工成形时,必须对温度进行控制,满足要求。
(8)打孔:包括铆钉孔、普通连接螺栓孔、高强螺栓孔、地脚螺栓孔等。打孔法常用于打孔,例如薄节点板、垫板、加强板等打孔。钻进一般是在钻床上进行,如果不方便的话可以用电钻、风钻和磁座钻。
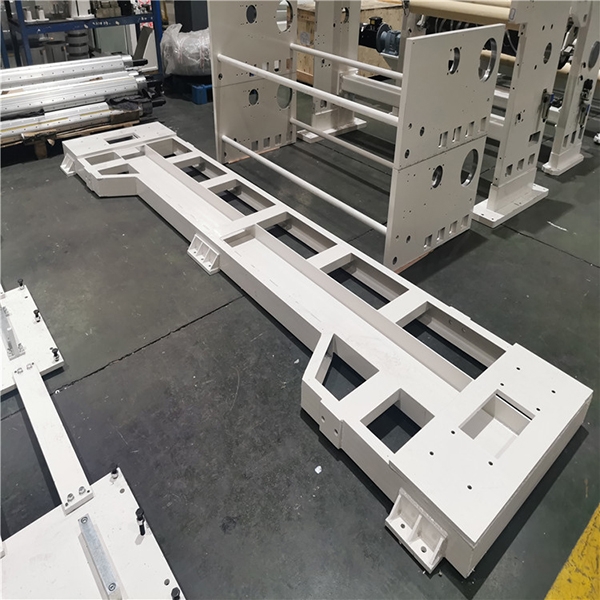
(9)钢结构装配:可以使用地样法、复制装配法、专用设备装配法、胎模装配法等。
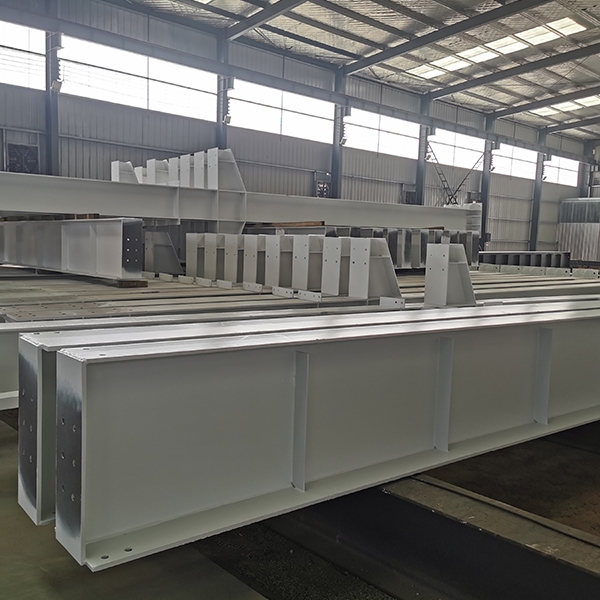
(10)焊接:是钢结构加工制造的一个重要步骤。焊接工艺及方法选择合理,严格按要求操作。
采用磨擦、喷丸、酸洗、打磨等方法,严格按照设计要求和有关规定进行磨擦。
(12)涂装:严格按照设计要求及有关规定施工。